
| Режим работы: | |
| пн-пт : | 07:00-16:30 |
|
+7(903)136-66-75 +7(495)229-41-87 +7(495)483-72-94 |
|
| germostroy@rambler.ru | |
|---|---|
Склеивание. Краткая историческая справкаТехникой склеивания человек стал пользоваться еще с первобытных времен. Наблюдения и навыки древних позволяли им выделять клеящие составы из растительного и животного материала, которые до сих пор широко используются при работе с пористыми материалами, например бумагой. В XVII веке производство клеев было поставлено на промышленную основу. Были построены первые заводы, вырабатывающие клей из костей, мездры и отходов рыбного промысла. В начале XX века начали производство казеинового (на основе молочного белка) клея. Недостатки клеев животного происхождения заключались в ограниченной стойкости к действию влаги и в достаточно быстром грибковом заражении. Это стало важным стимулом для создания новых клеев, основой которых являлись синтетические смолы и другие искусственные материалы. Быстрое развитие этой отрасли началось в 30-е годы. Фенолоформальдегидные смолы явились первыми синтетическими смолами, сыгравшими важную роль в технике склеивания. Первоначально их использовали для дерева и фанеры. Затем требования, связанные с необходимостью создания клеев для соединения металлов, привели к разработке модифицированных композиций на основе фенольных смол, содержащих в своем составе синтетический каучук, позволяющий снизить угрозу расслоения клеевых соединений. В 50-е годы в качестве основы клея были предложены эпоксидные смолы, что дало возможность исключить растворитель из состава клея. Затем начали применяться клеи на основе полиуретановых, акрлилатных (в том числе цианакрилатных) смол, появились мономерные, водорастворимые и другие клеи. В настоящее время сфера применения клеев обширна и разнообразна. Они находят применение в промышленных процессах, где используются в больших количествах, и в таких сборочных процессах, где требуется лишь небольшое количество клея. Переработка бумаги, упаковка, деревообрабатывающая промышленность все еще являются главными потребителями клеев, но в то же время возросло их применение в строительстве, на транспорте, в наружной рекламе. В последние десятилетия было разработано много новых синтетических смол, послуживших основой для создания более простых, эластичных и долговечных клеев, соединяющих самые разнообразные материалы. Разработка новых клеев сопровождается и совершенствованием оборудования и технологии склеивания. Факторы, определяющие целесообразность склеивания Основная функция клея - скрепление деталей или элементов конструкции между собой и сохранение соединенных частей в эксплуатационных условиях в соответствии с конструктивными требованиями. Выполняя эту роль, адгезивные материалы позволяют решать многие проблемы, связанные с формированием соединения, упрощают и ускоряют процессы сборки, создают возможности для самого разнообразного конструирования. Несомненно, процесс склеивания во многих случаях является более рациональным и экономичным, чем традиционные методы неразъемного соединения деталей. При рассмотрении клеев с точки зрения их применения необходимо обращать внимание на следующие аспекты. Склеивание может оказаться единственным возможным способом образования соединения. Применение механических методов соединения (например, клепка, пайка, сварка, крепление винтами или гвоздями) часто приводит к короблению, изменению цвета, коррозии или ухудшению качества материалов, вследствие проявления других отрицательных факторов или дефектов. Склеивание может быть предпочтительным перед другими способами с точки зрения сокращения затрат и улучшения качества изделия за счет снижения объема механической обработки. В некоторых случаях при изготовлении клееных конструкций может потребоваться дополнительное подкрепление с помощью других методов сборки. Области применения, в которых клеи рациональны, следующие: Преимущества склеивания Способность соединять самые разнообразные металлы, которые могут существенно отличаться по свойствам, модулю упругости и толщине. Склеиванием можно соединять тонколистовые детали, тогда как другие способы соединения обычно неприемлемы. Более равномерное распределение напряжений в склеиваемых элементах, чем при сварке, клепке, резьбовых соединениях. Это обусловлено значительной концентрацией напряжений, возникающих при сварке, а также отсутствием отверстий под заклепки и болты. Возможность экономичной и быстрой сборки, замены нескольких видов сборки единым способом склеивания, одновременной сборки многих элементов конструкции. Многообразие адгезивных материалов по форме и способам нанесения позволяет приспособить их ко многим производственным процессам. Прочность клееной конструкции часто выше, а стоимость ниже, чем прочность и стоимость той же конструкции, выполненной альтернативными методами сборки. Применение клееных соединений вместо заклепочных и болтовых может привести к значительному снижению веса конструкции. Деформационная способность многих адгезивных материалов обеспечивает возможность поглощать, перераспределять или более равномерно передавать напряжения от одного элемента конструкции к другому. Возможность соединять чувствительные к нагреву материалы, деформирующиеся или разрушающиеся от сварки или пайки. Клеи могут служить герметизирующим материалом, предотвращающим воздействие влаги и химических реагентов. Во многих случаях клеевой шов является тепло-, звуко- и электроизолятором, а также может существенно уменьшить электролитическую коррозию между разнородными материалами. Специальные клеи позволяют выполнять работы по склеиванию в различных климатических условиях без применения сложного оборудования и подвода тепла. Недостатки склеивания Процесс склеивания может оказаться сложным из-за необходимости осуществлять тщательную подготовку поверхности склеиваемых элементов и сохранять их в чистоте, приготавливать и наносить клей на склеиваемую поверхность, поддерживать определенную температуру, давление и влажность в процессе склеивания, а также вследствие длительного времени отверждения (иногда с обеспечением длительного нагрева и приложения нагрузки) и применения различных приспособлений. Необходимо весьма тщательно проектировать клеевое соединение, устранять воздействие на него отслаивающих и растягивающих нагрузок, а также напряжений, возникающих в результате различия в коэффициентах термического расширения склеиваемых элементов и клеевого шва. Недостаточная теплостойкость клеевого шва ограничивает применение клеевых конструкций до определенных температур, в то время как клепаные, сварные и паяные соединения удовлетворительно работают при более высоких температурах. Некоторые клеи недостаточно стойки к тепловому и механическому удару. Невозможно сразу получить оптимальную прочность соединения, как это, например, можно сделать при сварке. Часто очень трудно обеспечить требуемый уровень контроля качества клеевых соединений. Возможное ухудшение прочностных характеристик соединения при действии тепла, холода, биосреды, химических реагентов, пластификаторов, радиационного облучения и других эксплуатационных факторов, несовместимость клея с материалом склеиваемых элементов и, как следствие, возможность появления коррозии. Трудность демонтажа соединения при необходимости полной разборки или ремонта конструкции. Тенденция к ползучести под постоянной нагрузкой, характерная для термопластичных клеев; низкая прочность при отслаивании, присущая многим термореактивным клеям; часто неизвестная величина долговечности клеевых соединений в условиях воздействия жестких эксплуатационных факторов. Некоторые конструкции более экономично изготавливать, используя другие методы сборки, особенно в тех случаях, когда для этих целей имеется необходимое оборудование. Процесс склеивания Применение адгезивных материалов может осуществляться по двум, несколько различным, вариантам: Сборка В том случае, если решение о применении адгезивных материалов при сборке принято, оптимальные результаты будут достигнуты только при условии тщательной проработки каждой стадии технологического процесса склеивания. Очень важно при выборе клея прежде всего решить вопрос, как клеить, то есть выбрать схему нагружения и тип клеевого соединения. Исходя из этого, склеивание включает в себя следующие взаимозависимые этапы. Проектирование соединения. Определение величины и типа действующего в соединении напряжения и сравнение его с требуемой прочностью будут способствовать более правильному выбору клея. Вместе с этим нельзя отодвигать решение о выборе клея до полного завершения проектирования соединения, так как необходимо учитывать воздействие на склеиваемые элементы факторов, сопутствующих склеиванию, или устанавливаемые допуски на сопрягаемые элементы не позволяют клею проникнуть в спроектированный зазор. Выбор клея или клеев. На этом этапе необходимо рассмотреть эксплуатационные требования, предъявляемые к клеевому соединению, и накопленный опыт работ с выбираемыми клеями. Это необходимо для того, чтобы убедиться в соответствии друг другу конструкции соединения и выбранного клея (клеев). Выбор оптимального метода подготовки поверхности. Для выбранного клея рассмотреть все приемлемые методы подготовки поверхности склеиваемых элементов и выбрать оптимальный. Изготовление клееных конструкций. Этот этап включает операции от нанесения клея до его отверждения в контролируемых условиях. Ремонт Основные этапы при использовании адгезивных материалов при ремонтных работах следующие: Адгезия, прочность соединения и подготовка поверхности Адгезия наблюдается в самых разнообразных процессах. Процесс образования адгезионного соединения начинается со сближения разнородных фаз и осуществляется различными методами. Основой адгезии является молекулярное взаимодействие на поверхности раздела адгезив/склеиваемый элемент. Наиболее распространенный метод - смачивание жидким адгезивом твердой поверхности, при котором достигается необходимый молекулярный контакт различных фаз. Это означает, что адгезив должен растекаться по твердой поверхности материала, вытесняя воздух и присутствующие на ней загрязнения. Адгезив, идеально отвечающий этим требованиям, в жидком состоянии должен иметь нулевой или близкий к нулю контактный угол, на определенном этапе формирования адгезионного соединения обладать относительно низкой вязкостью, при контакте с твердой поверхностью содействовать удалению захваченного воздуха. Прочность клеевого соединения зависит не только от выбранного клеящего вещества, но и от качества склеиваемой поверхности материала. Адгезия на границе конденсированных фаз возникает в пределах небольшого слоя и прочность соединения может существенно снизиться из-за наличия на поверхности загрязнений и слабых поверхностных слоев, которые препятствуют контакту клея со склеиваемым материалом. Для обеспечения оптимальной прочности поверхности материалов должны быть очищены и приведены в соответствующее состояние. Это и составляет основную и важную цель предварительной обработки поверхности склеиваемых элементов. Выбор метода подготовки зависит как от выбранного клея, так и от свойств конструкции склеиваемых элементов, а также от прочностных требований к соединению, условий эксплуатации, допустимых производственных затрат и технических возможностей. Свойства поверхностного слоя материала зависят от предыстории склеиваемой детали и обычно в полной мере не известны. Металлы могут подвергаться термообработке, кислотному травлению, анодированию. Их поверхность может быть покрыта смазочными материалами, окислами, обработана ингибиторами коррозии или иметь защитные полимерные или лаковые покрытия. Кроме того, при изготовлении склеиваемые элементы подвергаются различным видам механической обработки, что приводит к возникновению остаточных напряжений в поверхностном слое металла и изменению его свойств по сравнению с внутренним объемом металла. Поверхность пластмасс загрязняется технологическими разделительными слоями, пластификаторами или имеет собственные слабые слои. Аналогично обстоят дела и с другими материалами, при этом необходимо иметь в виду, что поверхностные слои материалов по своим свойствам отличаются от свойств материала в массе. Простейшим методом подготовки поверхности к склеиванию является обработка растворителем или абразивом, что позволяет удалить загрязнения, наличие которых препятствует смачиванию основного материала. Другие методы обработки поверхности более сложные и направлены на увеличение адгезии путем активирования процессов, вследствие которых возникает адгезия. Например, использование химических методов позволяет изменить как химические, так и физические свойства поверхности материала. Если необходимо получить соединение с высокой прочностью, то подготовку следует выполнять с особой тщательностью. Механические способы подготовки поверхности целесообразно применять в случае, если количество склеиваемых узлов невелико, либо если состояние склеиваемых элементов не позволяет использовать химические реагенты. Типичные механические способы подготовки: зачистка наждачной бумагой, обдувка порошком абразива, зачистка стальной щеткой. Химическая обработка предпочтительна, если масштабы производства оправдывают затраты на установку соответствующего оборудования (ванн травления, промывочных ванн, сушильных печей и т.д.). В дополнение к химическим и механическим способам применяются и физические способы обработки поверхности, к числу которых относится воздействие пламенем, ионная бомбардировка в вакууме (коронный разряд) и воздействие электрическим разрядом. Эти методы успешно опробованы для обработки инертных пластмасс (полиэтилена, полипропилена, политетрафторэтилена и др.), которые трудно эффективно склеить без применения специальных методов подготовки поверхности. Химически обработанные металлические поверхности имеют высокую активность и легко поглощают пыль и влагу, поэтому целесообразно как можно скорее производить их склеивание. Для обезжиривания металлических поверхностей обычно используют органические растворители, например трихлорэтилен. Обезжиривание является предварительной операцией для любых более сложных способов подготовки поверхностей, вместе с тем иногда обезжиривание достаточно для соединений, не работающих в особых эксплуатационных условиях (например, при воздействии высоких механических нагрузок или жесткой эксплуатационной среды). Эффективность обезжиривания можно проконтролировать каплей воды. В отсутствие масел и жира образуется водяная пленка, стекающая с наклонной поверхности равномерно без появления капелек или разрывов. По сравнению с механическими химические и электрохимические способы обработки поверхности являются более эффективными с точки зрения экономичности процесса и хорошего качества подготовленной поверхности и клеевых соединений. В дополнение к очищающему действию эти виды обработки могут обеспечить образование на поверхности химически стойкого слоя, который способствует сохранению прочности клеевых соединений в условиях эксплуатации. Конструкция клеевых соединений Элементы конструкции, сборка которых осуществляется склеиванием, должны специально проектироваться. Без предварительного анализа нагрузок и напряжений, которые будут действовать в процессе эксплуатации, нельзя, например, склеивать элементы, первоначально спроектированные под сварку или клепку. Необходимо хорошо продумать мероприятия, обеспечивающие получение сплошного клеевого шва между соединяемыми поверхностями в процессе отверждения. Конструкция клеевого соединения, как правило, зависит от двух основных факторов: направления действия всех приложенных нагрузок и сил, которые соединение должно выдерживать в процессе эксплуатации; легкости, с которой может быть сформировано соединение. Это зависит от способов изготовления склеиваемых элементов и от используемых материалов. Виды погружений клеевых соединений. При рассмотрении конструкции клеевого соединения, в зависимости от способа приложения нагрузки, различают несколько видов нагружения (рис.1): равномерный отрыв, равномерное сжатие, отдир (неравномерный отрыв), отслаивание, расслаивание. При всех видах нагружений имеют место нормальные (растягивающие или сжимающие) и касательные (сдвигающие) напряжения. В случаях а, б и в напряжения более или менее равномерно распределены по всей плошади склеивания. В случаях г, д и в наибольшие напряжения сконцентрированы по линии разрушения. 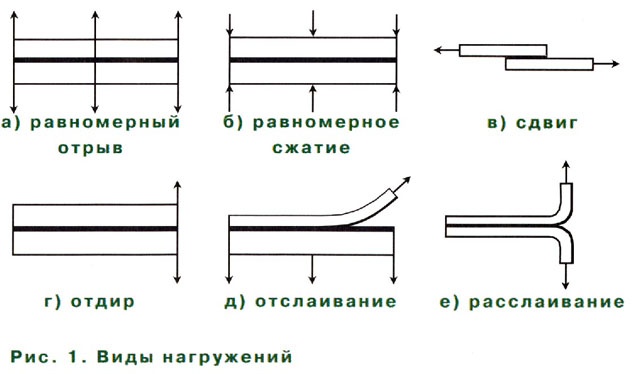
При равномерном отрыве несущая способность соединения достаточно высока, так как растягивающие напряжения примерно одинаковы почти на всей поверхности склеивания, за исключением небольшой площади у краев соединения, где существует концентрация напряжений. При таком виде нагружения не всегда имеется уверенность, что существует равномерное нагружение клеевого шва, а внецентренное растяжение (отдир) существенно снижает несущую способность соединения. Для соединений такого типа очень важно, чтобы склеиваемые элементы имели большую толщину и под действием приложенной нагрузки не подвергались заметному прогибу. Если эти условия не соблюдаются, то распределение напряжений в соединении будет неравномерным. Сопротивление клеевых швов сжатию обычно выше, чем растяжению. Для отдира характерно внецентренное растяжение, которое имеет место в случае смещения растягивающей нагрузки относительно центра площади склеивания или при наличии момента сил. В противоположность равномерному отрыву, при данном виде нагружения напряжения распределяются неравномерно, и с одной из сторон соединения происходит их концентрация. Для выравнивания требуется достаточно большая площадь склеивания. В результате клеевые соединения, испытывающие такие нагрузки, будут менее экономичными. При сдвиге склеиваемых элементов большой толщины (или жестких элементов) напряжение распределяется почти равномерно по всей площади склеивания, т.е. несущая способность таких соединений близка к несущей способности соединений, нагруженных на равномерный отрыв. Поэтому везде, где это только возможно, соединение должно быть сконструировано таким образом, чтобы большая часть действующей на него нагрузки трансформировалась в касательные напряжения. При менее жестких элементах клеевого соединения на концах нахлестки возникает большая концентрация напряжений, что снижает несущую способность соединения. Для того чтобы имело место отслаивание или расслаивание, один из склеиваемых элементов (или оба) должны быть гибкими. Эффект отслаивания выражается в том, что в клеевом шве возникает очень высокая концентрация напряжений. Везде, где только возможно, необходимо избегать нагружения отслаивающими или растягивающими нагрузками. При разработке клеевого соединения следует иметь в виду несколько важных аспектов. Модуль упругости и прочность полимерных материалов, используемых в качестве адгезивов, существенно ниже, чем у металлов, керамики и наполненных композитов. Кроме того, значения модуля упругости полимерных материалов существенно различаются в стеклообразном и высокоэластичном состоянии. Если ожидается возникновение значительных расслаивающих и отслаивающих усилий, следует использовать какой-либо способ распределения нагрузки в системе - например, ограничивая подвижность на конце соединения заклепкой или точечной сваркой. Таким образом, проектирование клеевых соединений сводится к стремлению снизить концентрацию напряжений, а также трансформировать приложенную нагрузку в сжимающие и сдвигающие напряжения в клеевом шве, по возможности избегая при этом растягивающих, отслаивающих и расслаивающих усилий. Типы соединений. Все клеевые соединения, как бы они не были сложны, можно представить в виде четырех основных типов, показанных на рис. 2. 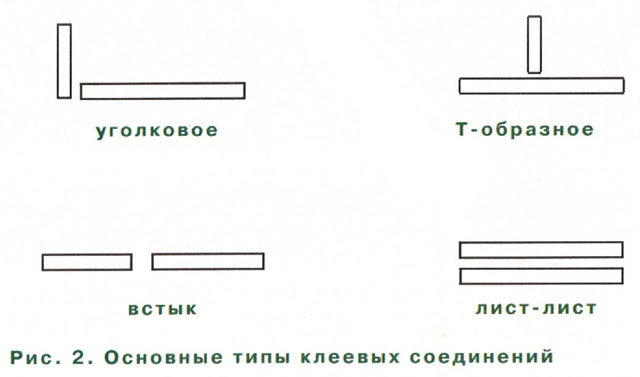
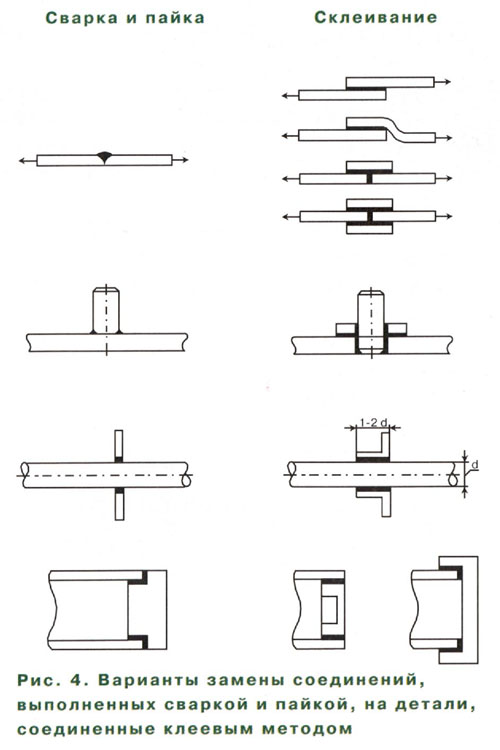
На рис. 3 приведены некоторые схемы рациональных и нерациональных клеевых соединений, на рис. 4 - целесообразные варианты замены некоторых видов соединений клеевыми соединениями. 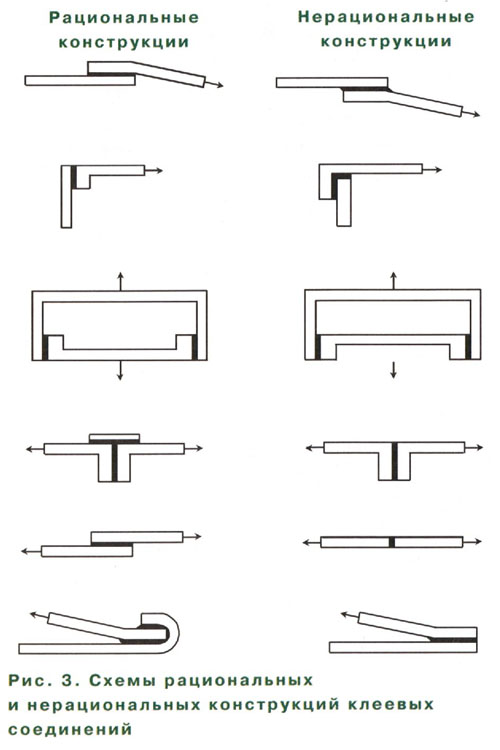
автор Мотовили Г.
журнал "Вывески Реклама OUTDOOR" №4 2004 год
www.signweb.ru
|
||
|
Клеевой отдел:
+7 (495) 543-26-65
| ||
|---|---|---|
|
|
|
Наш информационный партнер - стоительный портал www.stroyka.ru | Web-mastering © Почерк.Ru, 2006-2024 |